为了展现【太原】 PE燃气管MPP塑钢复合管一站式采购产品的全方位优势,我们呈现了最新制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
以下是:【太原】 PE燃气管MPP塑钢复合管一站式采购的图文介绍

预计到2004年,庭院低压PE燃气管网的敷设聚乙烯管道可占到90%以上。现阶段我国的城市燃气安装大都是采用预收工程款的方法,在工程完工最终验收合格之后再同施工单位进行工程结算,确认收入的同时按照实际的支出金额来结算安装商务成本。长期以来,造成了我国普遍忽视在建设工程项目设计阶段就控制造价,造成了严重的“三超”现象(超概算估算,超预算概算,超结算预算)。因此,要想有效地提高PE燃气管工程的造价控制,就必须对燃气建设项目的设计阶段进行严格的造价控制,这对提高设计的质量。
加强PE燃气管厂家施工管理,提升建设投资的资金效益,进而降低工程的成本具有极为重要的意义。控制PE燃气管设计造价的措施,要想有效地控制燃气工程造价,就必须把经济与技术实行有机的结合,在政府相关部门的正确领导和监督下,大力实行限额设计、控制设计变更、加强对设计和工程施工过程中的监理、引入竞争体系、对传统的设计收费方式进行革新、选用性价比高的材料和设备等方面不断地进行探索与研究。
为落实市政府“减煤换煤、清洁空气”行动计划,燃气集团积极建立液化石油气供应体系,开展“送气下乡”惠民工程,解决农村用户炊事用气问题。目前各项工作推进积极有序。一是燃气集团已完成10个远郊区县101个乡镇的PE燃气管厂家敷设工作,覆盖684927户,完成计划工作量的91%;实际开户量483394户,平均开户率71%。
积极开展供应PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家网络建设工作。采取利用燃气集团现有充装站、租赁其他充装站、代灌装合作等方式开展充装工作;加大力度建设PE燃气管铺设,以更便捷的服务方式扩充建设。燃气集团目前已有25个供应站,并利用区域内有液化气经营资质的供应站点代销,换瓶点已达429个,极大保证了用户的需求。燃气集团将继续扩大充装站收购工作,建立由充装站—气瓶集散中心—换瓶点构成的三级供应服务网络;进一步完善北京液化气燃气息管理网络系统,为市政府相关部门和各区县“送气下乡”惠民工程提供及时、完整、准确的数据息。


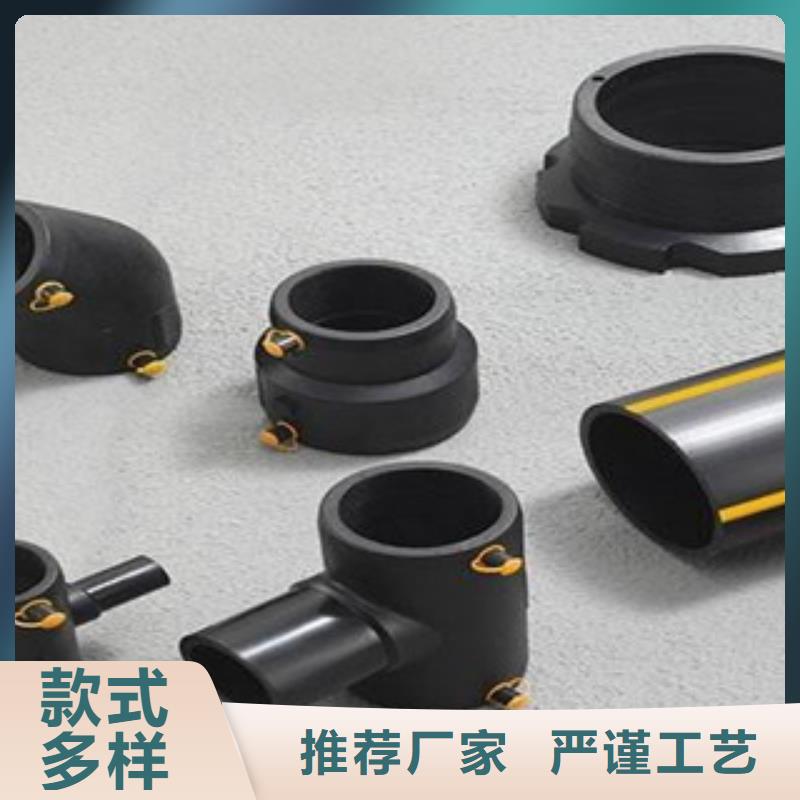
公司与上世纪80年代成立,公司是国内最早一批从事PE管材件生产与研制的企业,下面就PE燃气管特点、优势、安装事项进行下说明公司与上世纪80年代成立,公司是国内最早一批从事PE管材件生产与研制的企业,下面就PE燃气管特点、优势、安装事项进行下说明。长龙管业与上世纪80年始进行PE燃气管研制,并在随后30多年的时间里对PE燃气管的配方进行过多达五次升级改造,使得PE燃气管在实际使用过程中0失误。由于PE燃气管输送的是危险的天然气,这使得在生产过程及安装过程中不允许出现细的失误。其实对于天然气输送也有其他管路材质可以运用,那为何我们要用PE材质的PE燃气管呢?对此我将从以下几点详细说明用PE燃气管的好处:PE燃气管特点及优势(1)PE燃气管道具有耐低温。
韧性好,刚柔相济。(2)PE燃气管具有耐腐蚀性强、抗太阳紫外线氧化。无电化学腐蚀,不需要防腐层(3)PE燃气管“0”泄漏危险。PE燃气管主要采用熔接连接(热熔连接或电熔连接),本质上保证PE燃气管接口与管体本身的直接相连无需其他配套设施,实现了PE燃气管接头与管体的一体化。因此与橡胶圈类接头或其他机械接头相比,不存在因接头扭曲造成泄漏的危险(4)PE管具有优良的抗挠性、高韧性。PE燃气管管体本身具有很强的抗拉性、抗摔性、抗弯曲、抗磨性,PE燃气管能抵抗在在实际使用过程中因人为或施工地点原因不小心造成管体大幅度变形、抛落、车辆碾压造成管体破裂。(5)PE燃气管使用寿命长,可达50年以上。(6)PE燃气管重量轻。
方便运输。(7)PE燃气管和其他材质相比具有很强的光滑性。PE燃气管内壁粗糙度小,其粗糙度为0.01mm,而钢管内壁粗糙度为0.2mm,这样从流体输送能力上应该比钢管大得多,输送管线长度要远得多。另外,虽CJJ63-95技术规程2.2.3规定燃气流速不宜大于5m/s,但国外PE燃气管的使用流速均在10m/s,有关文献报道目前国外PE燃气管运行流速在20m/S以上也在正常运行。特别是CJJ63技术规程报批稿上显示“PE燃气管流速不宜大于20m/s”,这充分说明了流体输送能力上应该比钢管大。因此,选用PE燃气管在运行能力上是非常有潜力。PE燃气管工程施PE燃气管安装工艺简单,易操作。PE燃气管的连接方式有二种。



太原地埋穿线电缆保护管、是一家集销售配送为一体的大型 太原地埋穿线电缆保护管、企业,成立于2008年,注册资金1200万。主要销售 太原地埋穿线电缆保护管、。公司以优秀的产品品质与服务,赢得良好的口碑。在未来的日子里,公司将以稳健的姿态,服务于广大经销商与终端用户,立志成为的 太原地埋穿线电缆保护管、服务企业。








 扫一扫
扫一扫