我们的【通山【本地】铸铁型材q550高强板生产厂家实力商家供货稳定】视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:【通山【本地】铸铁型材q550高强板生产厂家实力商家供货稳定】的图文介绍

亿锦天泽钢铁有限公司夯实的 通山耐磨钢板销售、技术服务团队为您提供高效及时的售前培训,售中咨询,售后服务,确保您的项目成功。全程质量监控, 通山耐磨钢板销售、产品有保障, 严格按照技术研发中心的技术要求为您提供优良的 通山耐磨钢板销售、产品。


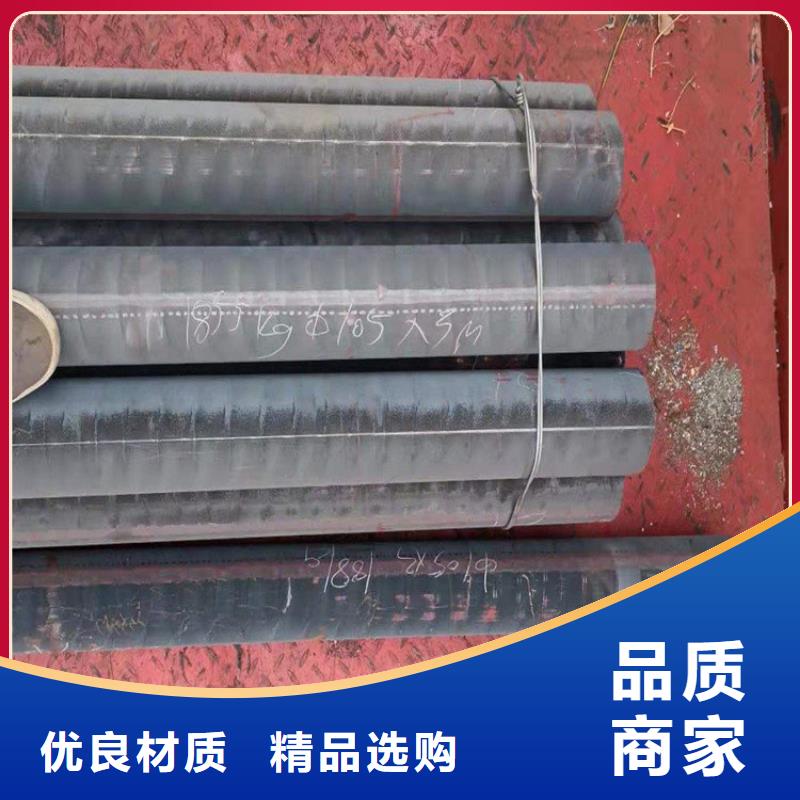
通山亿锦铸铁型材有限公司专业提供通山球墨铸铁棒现货,通山铸铁棒生产厂家采用新型盖包法球化处理装置、瞬时孕育技术和低镁低稀土球化剂、高钙钡孕育剂、硫氧孕育剂等,可以有效避免球化衰退,改善球化效果,增加石墨球数量和石墨化自膨胀效果.通过以上技术措施,生产了-40℃低温V型缺口冲击值稳定在12 J以上的齿轮箱、抱轴承盖等低温高韧性球墨铸铁型材.
球墨铸铁型材厚大部位在特定情况下易产生一种条带状灰斑缺陷,该缺陷会显著降低材料的硬度.通过扫描电镜(SEM)和能谱分析(EDS)等方法对异常灰斑的金相组织和区成分进行了分析对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效消除。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。 所获得拉坯工艺参数能够用于实际生产系统,实现高质量、高效率的铸铁型材水平连铸拉坯生产。,这就要求它们有高的强度、塑性、韧性、耐磨性、耐机械冲击、耐高温或低温、耐腐蚀性以及良好的尺寸稳定性等。球墨铸铁大量取代了可锻铸铁、铸钢和灰口铸铁,已经发展成为一种重要的工程材料。



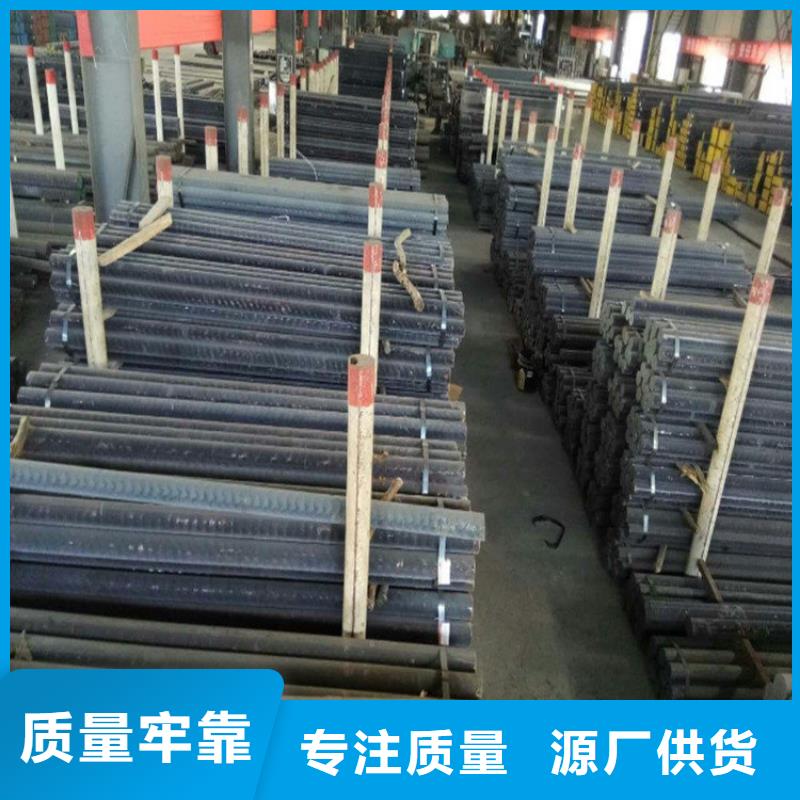
通山亿锦铸铁型材有限公司专业提供通山球墨铸铁棒现货,通山铸铁棒生产厂家铸铁型材在我国使用时间久,耐蚀能力强,对品参要求较低。但其生产条件及环保方面问题较大,就是由于这些缺点才会被新型暖气片占据了市场,铸铁型材需要在这些方面做些改进。首先要顺应社会的需求解决铸铁型材环保的问题,其次提高本身质量,内腔无粘砂,外表面质量提高,还要设计出造型趋向轻巧美观的铸铁型材,另外生产条件也需改善,逐步实现机械化生产铸铁型材。 对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效消除。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。反弧度法工艺制各的铸铁型材组织更为均匀,力学性能更为优良。与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。这种改进后的球体使得使得球墨铸铁比铸铁和钢相比具有 更加优异的物理性能。正是这种碳的球状观结构,使得球墨铸铁具有更加良好的展延性和抗冲击性,而铸铁内部的薄 片形式导致铸铁没有展延性。




 扫一扫
扫一扫